Operating Principles Underlying Induction Heat Treating Equipment
October 3, 2013
9:00 am
Induction Heat Treatment:
Induction method is an important technique of heating. It consists of a coil of conductive material,
such as copper. When current is passed through the coil, a magnetic field is always generated inside the coil. The design of the coil and quantity of the current, which pass through the coil, determine and control the capacity and extension of the magnetic field. The direction and movement of current flow are dependent on the direction and movement of magnetic field. When conductive element is placed into a magnetic field, voltage is generated inside the conductive material according to the Faraday’s Law and this voltage is known as induced voltage. This induced voltage plays very important role for induction heat treatment process.
There are some important points which affect the induction heating process. For example, a round disc needs to be heated. The important considerations, which affect the induction heating process, are as follows: Current of the primary coil 2. Number of turns in the primary coil 3. The frequency of the supply source 4. Magnetic field between the disc and coil 5.Resistance of the disc.
For example, current I ampere with frequency f Hz is moving through the disc. The intensity (d) of the induced current into the disc can be described by the following equation:
In this equation, f is the frequency of the supply source, which is measured in Hz.

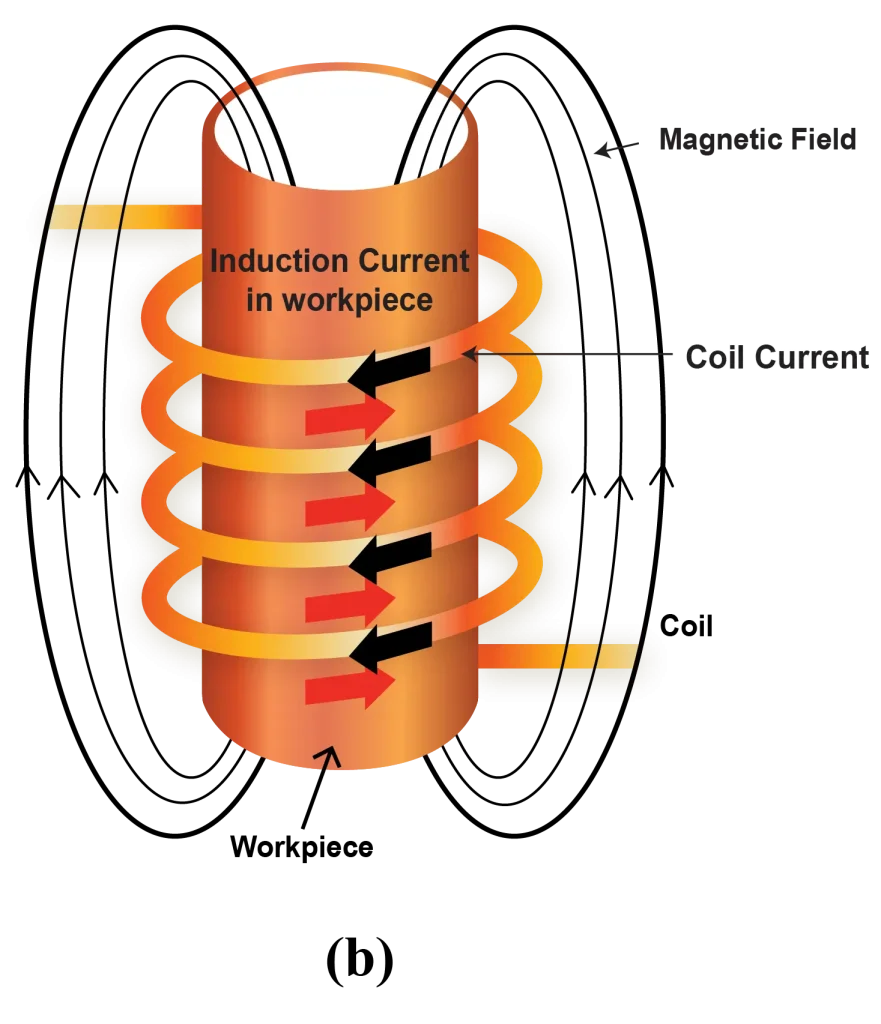
Heat is produced because of eddy current loss in non-magnetic element while heat is produced because of hysteresis loss and eddy current loss in non-magnetic element. Hysteresis and eddy current losses are dependent on the frequency of the supply source. In the following figure, it has been shown that how the primary current, Ip, is affecting the copper coil. Then, this current is also affecting the metallic disc.
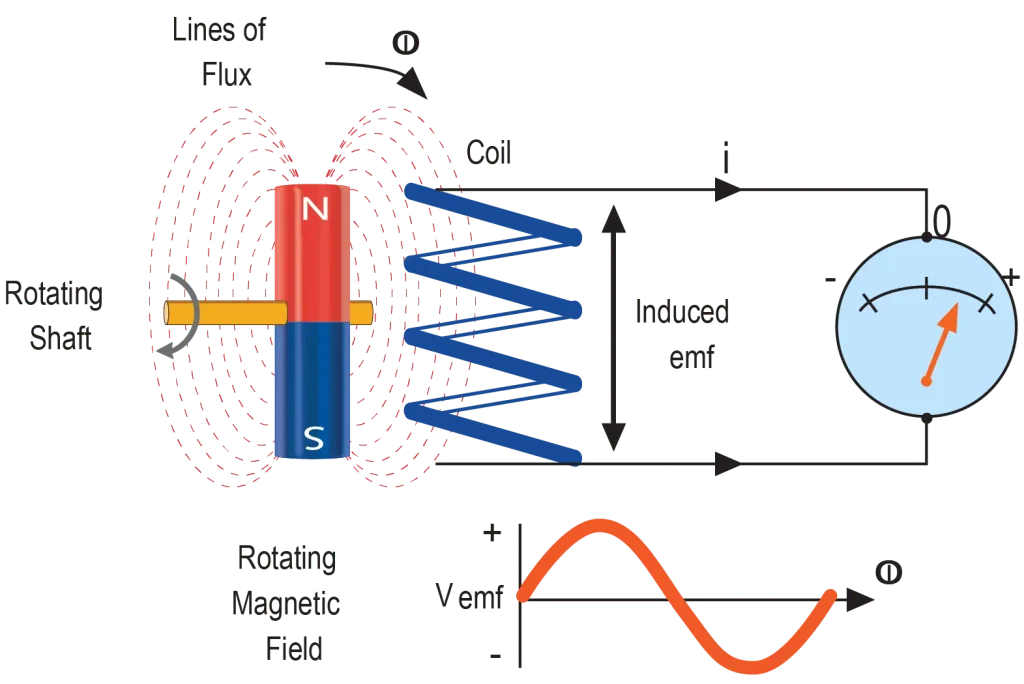
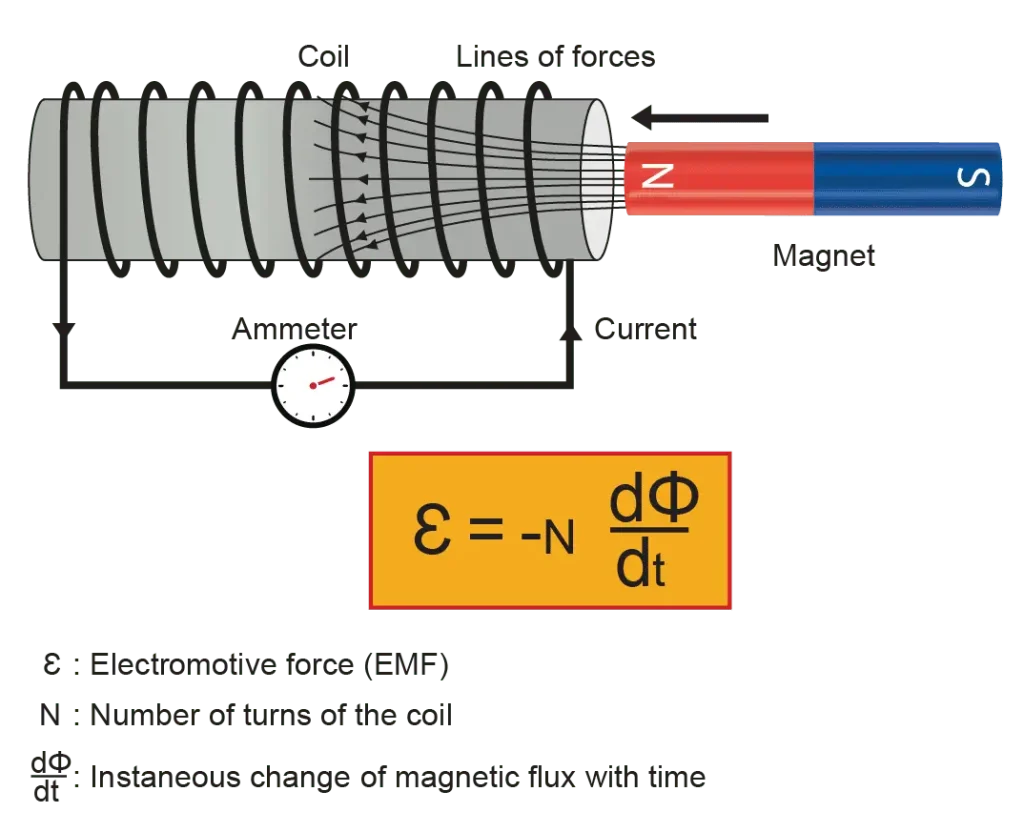
Faraday’s second law of electromagnetic induction:Faraday’s second law of electromagnetic induction is the induced Electromotive Force (EMF) inside a coil is equivalent to the rate of change of magnetic flux. The magnetic flux is equal to the product of the number of turns in the coil and the magnetic flux related with the coil. According to the definition, Faraday’s law can be stated in the following figure. The negative sign in the equation means that the direction of induced EMF is against the change of producing it.

Operating Principles of Induction Heat Treatment:
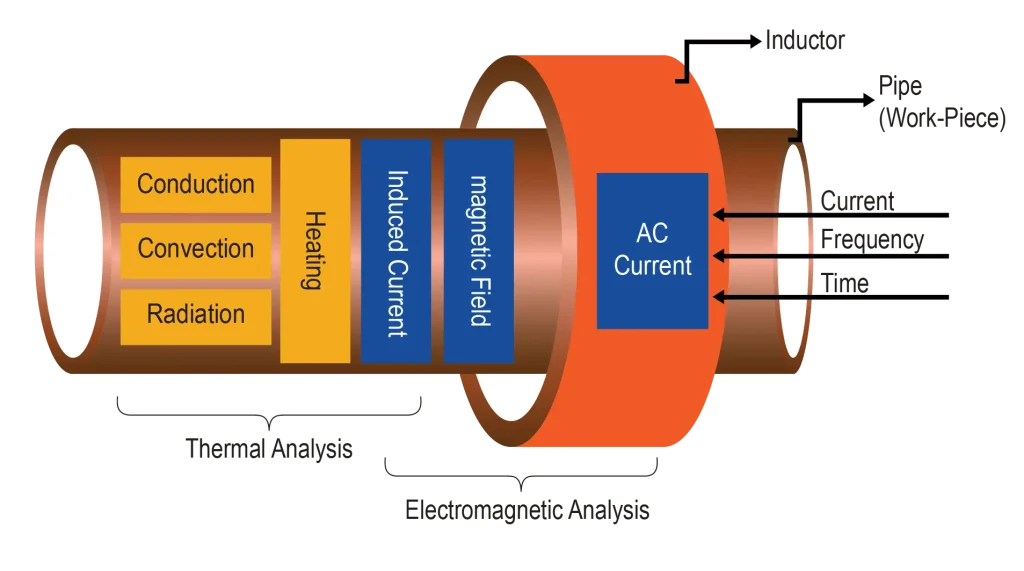
When current passes through the conductive material, there is resistance to the flow of electrons. This kind of resistance appears to be as heat. The elements, which have high resistance, will produce more heat. Induced current can create heat for the conductive elements. The variations in current, voltage and frequency through an induction coil create heat which can be used in case hardening, tempering, annealing and other ways of heat treatment processes. The induction heat treatment process provides enough heat for a material up to certain level of temperature through the application of electricity.
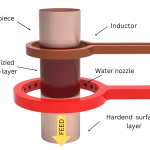
The mechanical characteristics of some elements can be modified by applying the induction heat treatment process. This process is better than any other heat treatment process, because it gives precise control of the heating. Induction coils and electrical control units have to be purchased for the induction heat treatment process. The element is positioned inside the coil in the induction heat treatment process. The changing magnetic fields, created by the alternating current from the induction coils, make the temperature high in the element.The exterior of the material will be first affected by the increase of the temperature and then temperature will rise through the interior of the material.
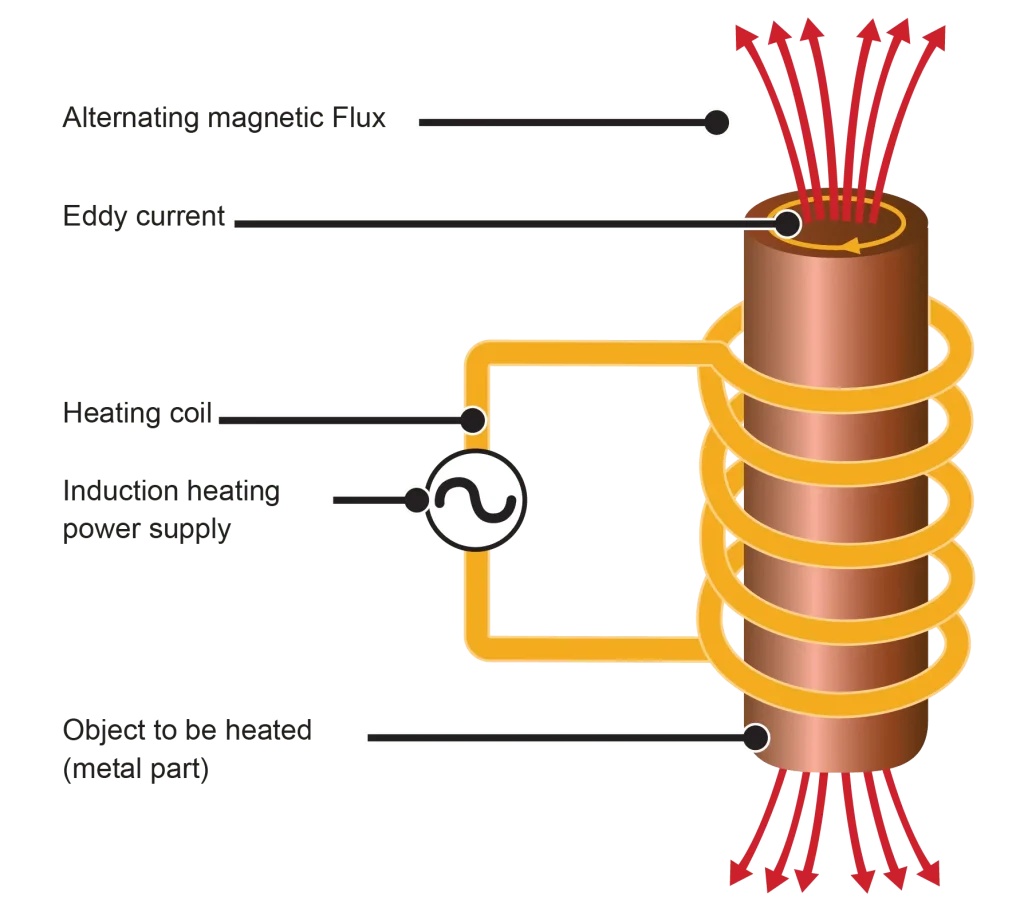
Electrical control units are used to prevent extreme or insufficient material temperatures. Induction heating is an excellent technique for surface hardening. Once the exterior of an element is given enough heat up to specific range, then it is quickly cooled down to build hard microscopic structure. The products, which are operated by induction heat, are not dependent on convection and emission for the transfer of heat to the top of the product. The flow of current creates the heat at the top of the product. Then, the heat from the top is transferred into the product by the process of thermal conduction.
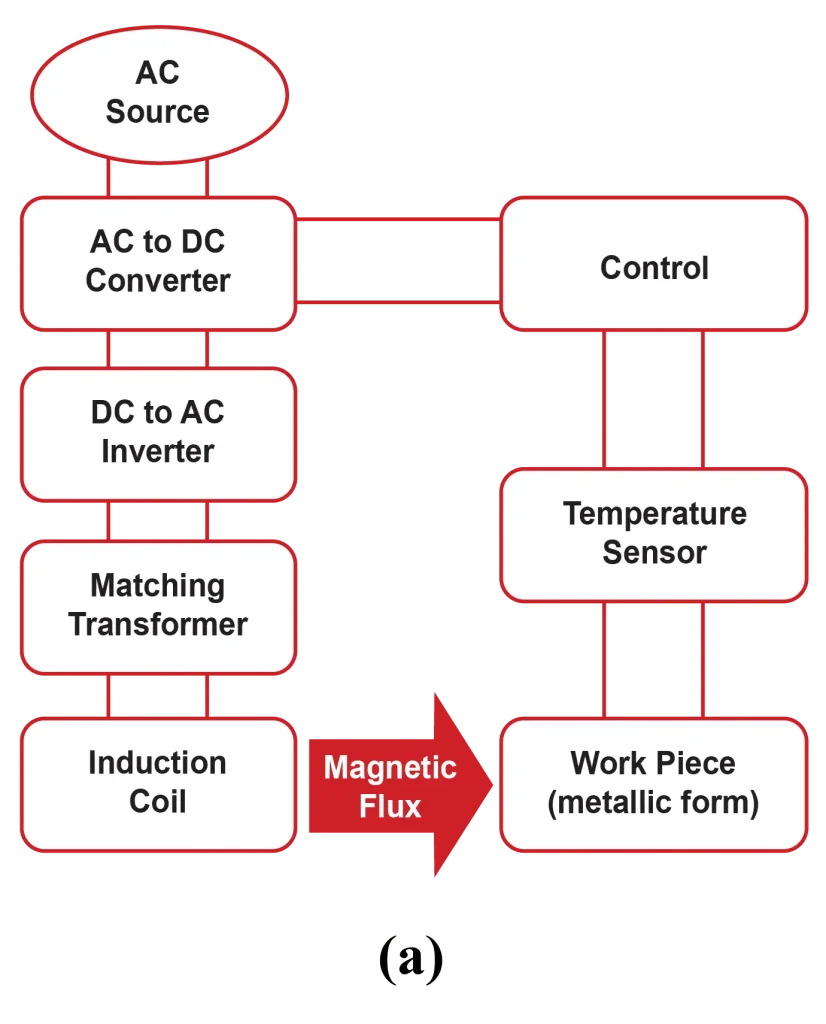
The electrical reference depth is the depth to which heat is created by applying the induced current. The electrical reference depth is mainly dependent on the frequency of the alternating current passing through the element. The current with high frequency will propagate through shallow electrical reference depth and the current with lower frequency will propagate through the deeper electrical reference depth. This depth is also dependent on the electrical and magnetic characteristics of the element. The following figure shows how AC supply source creates magnetic flux through the work piece by induction method and then it produces heat through the coil. It describes about the principle of induction heating.
Induction Heat Treating Equipment:
- Advanced technology regarding heat treatment process is always being updated.

- Higher quality and innovative electronics technology make the size of the induction heating equipment smaller day by day.
- Programmable logic control unit and computers regulate the power level and frequency. This kind of regulation lets on pharmaceutical companies to use induction heating equipment.
- Modern and innovative electronics technology make in the induction heating treatment equipment to be regulated with higher efficiency. These electronics technology have sensors which control quench flow rates, quench pressures and temperature.
- The electronics technology is quite important for the improvement of inducting heat treatment process. Many metals depend upon heating to attain their excellent physical characteristics. Induction heat treating technology gives adjustable and cutting-edge electronics for long-life achievement.
- It provides the most formative heat treating result for the customers. Numerous heat treating operations, such as scan, single-shot, rotary index, linear transfer, etc. can be executed by heat treating equipment.
- Heat treating equipment is widely used in different types of industries like automotive, aerospace, alternative energy etc. It is perfect for economical and effective manufacturing needs.
- The applications of induction heating are perfect for heating of surface, melting and soldering. It has an application for heating of liquid and gaseous conductors. It is used for heating of silicon, which is very important for semiconductor industries. It has huge application in plastic injection modeling machines.
- In today’s technological world, many high-tech industries focus on the operating principles and the internal architecture of induction heating equipment to make better induction heating treatment process.